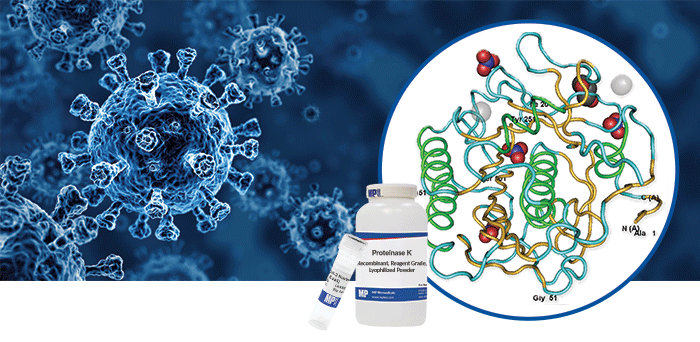
Proteinase K is a broad-spectrum serine protease that is extensively used in molecular biology to degrade proteins during isolation of nucleic acids. This is especially relevant given the present SARS-CoV-2 global pandemic and the crucial need for efficient and pure RNA isolation. As global numbers of COVID-19 cases increase dramatically, the need for Proteinase K as a key component for viral nucleic acid isolation is also rising.
At Thomas Scientific, we offer Proteinase K in both ready-to-use (CHM00G913) and lyophilized (CHM00D692) forms to allow maximum flexibility for any application. However, despite its versatility, many researchers are unfamiliar with proteinase K and how to use it with their desired applications. Here, we answer Five of the Top Burning Questions Surrounding Proteinase K and describe its utilization for obtaining the best results.
1. What is Proteinase K used for?
Proteinase K is a broad-spectrum serine protease under the subtilisin-like class. Given its broad spectrum, it is primarily used for the isolation of nucleic acids. Proteinase K is ideal for this application because 1) Proteinase K breaks down cellular proteins and 2) Proteinase K inactivates contaminating DNases and RNases that could degrade nucleic acid samples downstream.
Use of MP Biomedicals’ Proteinase K in viral nucleic acid isolation can enhance both the quality and quantity of RNA isolated from viral samples. It is used in applications related to SARS-CoV-2 RNA isolation and is an essential product for COVID-19 research and product manufacturing.
2. How do you activate Proteinase K?
Proteinase K is activated at increased temperatures. The optimal temperature for activation ranges between 50-60 oC. However, depending on your application, Proteinase K can be active between ~20-65 oC, allowing for flexibility with specialized protocols. Beyond 65 oC, there is a risk of inactivation of the enzyme. The addition of SDS (sodium dodecyl sulfate (C941H01)) and/or urea (C829N46) to buffers can also help stabilize the enzyme and increases its activity.
3. How do you inactivate Proteinase K?
In general, heating the enzyme to 95 oC for 10 minutes will inactivate it. However, heating alone will not completely terminate all enzyme activity. Addition of inhibitors, such as the Protease Inhibitor Cocktail Kit (C833V00), or individual protease inhibitors like PMSF, AEBSF or DFP will inhibit enzyme activity. Adding chelators (e.g. EDTA or EGTA) will not have a direct effect on Proteinase K activity. However, because chelators remove calcium from the solution and Proteinase K is dependent on calcium for its thermostability, the addition of EDTA or EGTA can reduce the overall activity of the enzyme.
4. How do you make a Proteinase K stock solution?
A typical concentration for a stock solution of Proteinase K is 20 mg/mL. To create a stock solution of Proteinase K:
1. Proteinase K stock buffer – Tris CaCl2 buffer: 5mL - volume of buffer may be adjusted
accordingly based on experimental need
a. Add 5mL of 200 mM Tris Buffer (pH 8.0).
b. Add 1.66 mg of calcium chloride (CaCl2) to the Tris buffer. The final concentration of CaCl2 will
be 3 mM. Mix well to dissolve.
c. Store the stock buffer at room temperature.
2. Proteinase K stock solution: 1 mL - volume may be adjusted accordingly based on
experimental need
a. Weigh 20 mg of Proteinase K powder (CHM00D692).
b. Dissolve the Proteinase K powder into 500 μL of the previously made Proteinase K Tris-CaCl2
stock buffer. Mix well to dissolve.
c. Sterile filter the solution through a 0.22μm filter.
d. Add 500 μL of 100% glycerol to the Proteinase K solution. Mix well.
e. Store at -20 °C for up to 1 year.
The activity of the stock Proteinase K (CHM00D692) is ~30 U/mg. The unit activity of 1 μL of a
20 mg/mL Proteinase K solution prepared using Proteinase K (CHM00D692) is ~ 0.6 U/μL.
For our ready-to-use Proteinase K solution (CHM00G913), the activity is ~50 U/mg. The unit activity of
1 μL of this Proteinase K solution is 1 U/μL.
5. What is the activity of the Proteinase K I am using in my reaction?
Often, protocols call for the addition of 1 μL of an enzyme. But how much enzyme are you adding to your reaction? What is the unit activity of the enzyme? The activity of the enzyme is dependent on the concentration of the enzyme added per volume of reaction. For instance, if you added 1 μL of a 50 U/μL Proteinase K solution, then 1 μL is equal to 50 U of activity. However, the addition of 1 μL of a 10 U/μL Proteinase K solution will result in a 5-fold reduction of enzyme activity, even though in both cases you are adding 1 μL of Proteinase solution. Therefore, knowing the concentration of your Proteinase K solution is essential for determining how much enzyme activity is present in your reaction.